Our Technologies to best serve you
选择一个类别




提高工厂可用性
拥有超过一百年的焊接和耐磨防护经验,卡斯特林是当今世界上最重要的耐磨板制造商。产品种类众多,可以选择不同的母材、尺寸、堆焊合金和制作工艺。从简单的明弧焊丝堆焊CrC耐磨层,到复杂的含有WC的耐磨层,以及等离子弧堆焊耐磨层,都可以选择。
平整度很好的高价值表面结构
CDP® 粉末耐磨板,是在易焊钢板上熔敷金属合金粉末,并在保护气氛下炉内熔化金属合金粉末形成耐磨层。主要优点是耐磨层百分之百无稀释,可以确保即便只有几毫米的沉积厚度,也有最大的防护作用。重量轻,因此很容易处理。容易成型,因此也适用于弯曲处理。



用于清洁、湿润和保护
助溶剂是严格设计生产的化学产品,用于去除工件表面的氧化物,这个清除、清理的过程在钎焊操作时发生。根据用途、母材和钎焊合金来选择合适的助溶剂,是钎焊操作成功的基础。

适用于所有标准作业的焊剂与金属的最佳配比
卡斯特林了解每一个应用都是独特的。因此,我们设计并制造了很多种带药皮焊棒,来满足我们客户的需要。与很多竞争者对所有的焊棒都使用同一种助溶剂不同,卡斯特林不同的合金配合不同的助溶剂。此外,每一个合金有独特的颜色的药皮,便于使用者轻松识别。

降低填充金属消耗
钎焊膏是自动作业的最佳选择,卡斯特林的焊膏和竞争对手的区别如下:
- 最大的稳定性
- 极佳的流动性
- 易于用水清理(手,工具)
- 无烟(炉内钎焊)
- 基体不影响钎焊过程
- 最大的浸润性
- 最高品质的金属粉末
- 残留清除简便

钎焊可用于不同的金属和材料
钎焊工艺已经具有一千多年的历史。钎焊连接在空调、采暖、电子产品等领域也得到了长久的应用。钎焊接头可以长时间使用也得到了证实。在这方面,其他材料,比如塑料,还没有足够长的寿命来替代。 另外,对于钎焊来讲,如果你第一次没有做好,你还可以重新加热接头并修改,而无需将工件拆解。

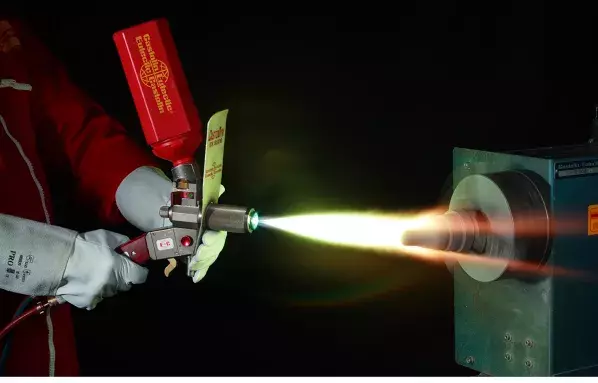
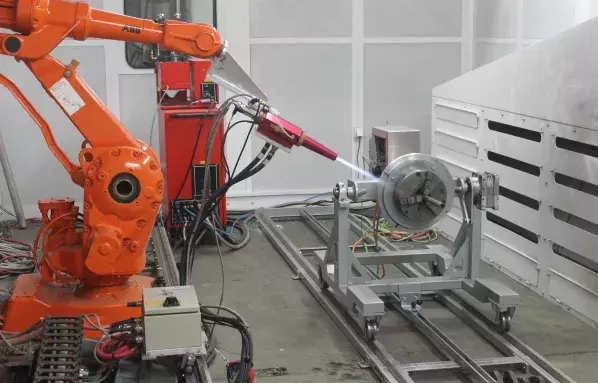
避免零件变形
几年前高功率定向二极管(HPDD)激光技术的应用极大地改变了耐磨堆焊的面貌。
HPDD技术不仅保证了高效能和高质量,还大幅度减少了镀层时间和成本。
卡斯特林共晶体从欧洲引进首台 8KW HPDD 激光机,这项突破性技术的优势将得到充分发挥。
迄今为止,4台二极管极光熔覆装置 已安装在卡斯特林共晶体全球工厂。
我们的报价包括激光涂层服务(大型部件厚膜涂层,小部件薄膜涂层精准镀层,工业部件维修和维护,创新材料研发支持),激光熔覆粉制造和全自动一体化激光熔覆设施。




最低稀释、热输入、变形
对母材最小的稀释,可以自动化操作,在大多数合金上都可以轻松获得高品质的耐磨堆焊层。适合于批量生产。在等离子弧焊接工艺中,等离子弧热量集中,热影响区小,熔深大。填充合金有粉末,也有实芯焊丝,熔池由保护气体与空气隔绝。卡斯特林拥有大量的特种粉末。

即使在水下或刮风、暴风雨天气也有效
当焊条和工件之间产生电弧时,焊条和工件表面都会熔化形成熔池。药皮熔化产生气体和焊渣,可以隔绝熔池和周围环境,起到保护作用。焊渣会固化、冷却,需要在焊道完成后(或下一焊道堆焊之前)去除干净。卡斯特林研发了特殊的低热量输入 EutecTrode® 合金,用于硬面处理、修补和连接。

干净、高效、易学
气保焊和手工焊一样,都是由工件和焊材之间的电弧产生热量。焊材熔化形成焊道。主要的区别是气保焊通过送丝轮输送小直径焊丝,同时需要保护气体。 因为焊丝连续输送,气保焊也被视作半自动焊接。脉冲模式可以确保低电流下电弧的稳定性,避免短路和飞溅。卡斯特林研发了特殊的EnDOtec® (药芯焊丝) 和 CastoMag® (实芯焊丝) ,用于硬面处理,修补和连接。

高速优质沉淀
明弧焊丝是一种特殊合金,其芯部含有高密度的微元素。这样的设计,确保在耐磨堆焊以及连接的时候,可以快速得到高品质的焊层。卡斯特林拥有各种特殊的低热量输入自保护TeroMatec®焊丝 (药芯焊丝),可用于耐磨堆焊、修补,以及连接等应用。

需要高度的操作技能
在氩弧焊工艺中,电弧在钨极和工件之间形成,介质为氩气或氦气。这种电弧非常适合于高品质精密焊接。在焊接过程中钨极并不熔化,电弧的热量将会熔化母材和根据需要添加的填充焊丝。卡斯特林拥有各种特殊的 CastoTig® 合金材料,可用于耐磨堆焊、修补,以及连接等应用。
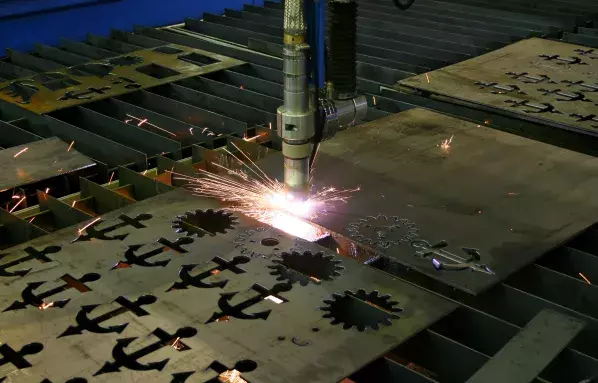
具有成本效益的技术
等离子切割已成为燃料增氧工艺的替代工艺。
但是,这两种工艺的重要区别是:燃料增氧工艺会使金属生锈,发热反应产生的热量融化金属,等离子切割工艺 利用电弧产生的热量融化金属。