Choose a category





玻璃容器是如何制造的
所有玻璃容器分两个阶段成型。这片被称为“料滴”的玻璃是在一个空白模具中通过吹气成型或用柱塞挤压成型的。玻璃的“料滴”被切割成正确的形状和重量放置在架空炉中,并借助重力进入空白模具。然后在成品模具中吹制为成品玻璃容器。通过吹制预成型和最终成型的容器称为吹制生产。通过用柱塞挤压预成型件并吹制成最终形状而制成的容器被称为压制成型。玻璃成型机由几个“部分”组成。每个部分最多包含四个模具,被称为“单料滴”,“双料滴”,“三料滴”或“四料滴”。
我们在玻璃模具维修方面的长期经验
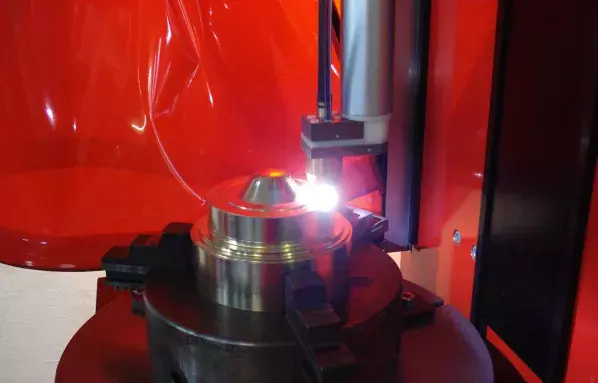
生产玻璃容器模具的传统材料是铸铁。Castolin Eutectic的喷涂/熔丝粉末系列,Eutalloy®RW 和 PTA 均已开发,可在行业内目前使用的各种铸铁合金上涂覆所有所需硬度的涂层。青铜的使用,特别是用于吹塑模具、底板和颈环,已经变得越来越受欢迎,因为玻璃制造商寻求增加组件的导热系数,从而提高工艺的速度。Castolin Eutectic 的 PTA 粉末系列是专门为焊接和保护各种硬度的青铜部件而开发的。同样,由于 Eutalloy®RW 粉末是传统的铸铁,因此同样适用于涂层钢。

直接安装
- 购买可随时安装的滑槽、衬套、料斗等易损件,将玻璃运输槽的使用寿命延长5倍。
- 由 8 种耐磨 CastoDur 金刚石板(CDP®)耐磨板之一制成。
- 铬和碳化钨合金
- 硬度从 54 到 71 HRC
CastoTubes® 运输玻璃纤维
对于玻璃纤维绝缘材料的制造商来说,熔化的玻璃纤维被强制穿过碎玻璃滑槽,而碎玻璃滑槽最初是由陶瓷半管制成的。陶瓷半管的原始使用寿命只有 6 个月。该零件容易受热和磨损。Castolin Eutectic 推出了 CastoTubes®,即具有复杂碳化物的内硬面管道(4666)。该应用程序已经运行了 2 年多,仍然能够承受极端的磨损环境。

遭受磨损
在瓶子制造过程中,废品被回收。由于玻璃容器仍然是红热的,其有缺陷的部分通过一个废物槽,并落入一个垃圾箱,以供将来回收。以前的解决方案是用低碳钢制成的滑槽,但这种滑槽会很快磨损。该公司经常出现计划外的停工,以进行维修和补漏。我们的维修车间使用 CDP® 优质碳化铬耐磨板制造滑槽。这给予了客户极大的使用寿命延长。在这种情况下,擦伤是主要的磨损形式。底部的大滑槽用于手动排出缺陷零件。顶部的小而薄的滑槽是用来在空气被吹入时自动丢弃废料。

我们的服务车间生产完整并可立即使用的零件
一家领先的玻璃瓶制造商生产各种玻璃容器,从啤酒瓶和罐子到不同行业的定制和限量版玻璃容器。玻璃制造过程中使用的主要原材料是再生玻璃(碎玻璃)、沙子(二氧化硅)和其他化学品。为了校准要使用原材料的正确数量,这些原料中的每一种都要通过一个三脚管道运送。最初的解决方案是用低碳钢制成的三脚漏斗滑槽,但它会很快磨损。由于这种复杂的漏斗滑槽在制造过程中起着关键作用,因此任何故障都将导致工厂停工。我们的服务车间使用 CastoTubes® 制造了一种新的三脚漏斗滑槽。这是一个可定制的,完整的、可立即使用的解决方案。它的结构非常精确,几乎不需要时间进行更换,也几乎没有任何生产损失。




发现其他行业



A user friendly, advanced industrial thermal spray coating system