น้ำมันและก๊าซ
Choose a category







ความท้าทายสำหรับการขุดเจาะในปัจจุบัน
เนื่องจากโดยเฉลี่ยบ่อลึกมีจำนวนเพิ่มขึ้นในช่วงทศวรรษที่ผ่านมา การขุดเจาะแบบมีทิศทางและขยายการเข้าถึงได้กลายเป็นเรื่องปกติมากขึ้น แนวโน้มการขุดเจาะบ่อเหล่านี้ ซึ่งมีการเบี่ยงเบนทิศทาง (ERD) สูงและที่เกี่ยวข้องมีแรงบิดและแรงลากเพิ่มขึ้น ทำให้เกิดแรงกับท่อเจาะเกินในระดับที่ไม่เคยมีมาก่อน โดยสูงกว่าขีดจำกัดของระดับความเครียดก่อนหน้านี้ทั้งหมด ในทางกลับกัน แนวโน้มเหล่านี้ทำให้เกิดสภาพการสึกหรอที่รุนแรงบนทั้งปลอกและสตริงการขุดเจาะ ซึ่งกลายมาเป็นความเสื่อมที่เพิ่มขึ้นขึ้นสำหรับการขุดเจาะ

หลีกเลี่ยงความล้มเหลวของข้อต่อเครื่องมือที่รุนแรง
การเชื่อมพอกผิวแข็งได้รับการยอมรับว่ามีประสิทธิภาพมานานแล้วหมายถึงการป้องกันการสึกหรอของข้อต่อเครื่องมือ ในทศวรรษที่ 1990 มีการใช้ทังสเตนคาร์ไบด์ในการการเชื่อมพอกผิวแข็งในวงกว้างและถูกมองว่าเป็นสาเหตุหลักของการสึกหรอของปลอก อย่างไรก็ตาม การไม่เชื่อมพอกผิวแข็ง ซึ่งช่วยชะลอการสึกหรอของปลอกอย่างช้าๆ ได้เล็กน้อย จะทำให้ข้อต่อเครื่องมือมีการสึกหรอในอัตราเร่ง ลดกำลังแรงบิดของท่อขุดเจาะลงและทำให้การดำเนินการขุดเจาะมีความเสี่ยงที่ร้ายแรง ความท้าทายก็คือการค้นพบความสมดุล โซลูชันที่มีประสิทธิภาพพร้อมกันระหว่างทั้งการป้องกันการสึกหรอของปลอกและการปกป้องกันข้อต่อเครื่องมือ ซึ่งเกิดจากสภาพที่แย่ลงที่เกี่ยวข้องกับการเบี่ยงเบนอย่างมากของบ่อ ERD โลหะผสมที่เป็นมิตรกับปลอกหน้านี้ช่วยลดการสึกหรอของปลอกลง แต่เกิดการสึกหรอของข้อต่อเครื่องมือที่ยอมรับไม่ได้แทน นอกจากนี้ยังมีข้อบกพร่องในการออกแบบที่ทำให้เกิดการแตกได้ง่ายอีกด้วย โดยมีการแตกร้าวของวัสดุโลหะผสมมักเกิดขึ้นในวงกว้างเรื่องนี้ทำให้เกิดความล้มเหลวร่วมกันของเครื่องมือในบางกรณี แม้แต่ความล้มเหลวของการเชื่อมพอกผิวแข็งเอง เนื่องจากข้อต่อเครื่องมือหลุดล่อน

การคิดค้นสูตรและการผลิตทั้งหมดในโรงงานที่ทันสมัยของเราในไอร์แลนด์
แคสโทลิน ยูเทคทิค ดำเนินงานเชื่อมพอกผิวแข็งในตลาดนอร์เวย์มานานกว่า 15 ปี เนื่องจากความยอดเยี่ยมด้านความร่วมมือระหว่างแคสโทลิน ยูเทคทิค และ Statoil จึงประสบความสำเร็จอย่างมากในการพัฒนา ใช้งาน และอนุมัติโลหะผสม OTW ที่เป็นนวัตกรรมของเรา วันนี้ Statoil ได้อนุมัติ OTW12Ti, OTW 16XS และ MX5 ที่ไม่ได้เชื่อม ซึ่งได้รับการจดสิทธิบัตรสำหรับการเคลือบสำหรับการขุดเจาะ ในระหว่างการพัฒนากลุ่มผลิตภัณฑ์ OTW แคสโทลิน ยูเทคทิคได้สร้างเครื่องทดสอบ C-Wear สำหรับการเชื่อมพอกผิวแข็งที่เป็นเอกลักษณ์เฉพาะของตัวเองการทดสอบของเครื่องเกี่ยวข้องกับ:
• วัสดุท่อปลอกผสมกับตัวอย่างการสึกหรอของการเชื่อมพอกผิวแข็งขนาดเต็มและมีโลหะผสม
• พารามิเตอร์โคลนเฉพาะ การวัดอัตราการสึกหรอของข้อต่อเครื่องมือ รูเปิด และปลอก
• ไดนามิกแรงเสียดทานของการเคลือบเชื่อมพอกผิวแข็งทั่วไป
นอกจากนี้เรายังใช้เครื่องชุบแข็งระดับไมโครแบบอัตโนมัติ เครื่องทดสอบการสึกหรอจากการกัดกร่อน G65 และหน่วยวิเคราะห์ทางเคมี ICP / XRF โดยทีมงานด้านเทคนิคที่ผ่านการฝึกอบรมอย่างดีและมุ่งเน้นลูกค้าเป็นหลัก ทีมงานวิศวกรที่มีคุณภาพสูงระดับโลกของเราได้ทำการทดสอบผลิตภัณฑ์ OTWเกี่ยวกับส่วนประกอบที่ใช้งานภาคสนามภายใต้สภาพการขุดเจาะแบบสุดขีดมากที่สุด สภาพแวดล้อมที่เลวร้ายเหล่านี้นำเสนอเกณฑ์ที่จำเป็นสำหรับการทำความเข้าใจปรากฏการณ์การสึกหรออย่างรุนแรงและกำหนดมาตรฐานที่เราวัดความสมบูรณ์ของผลิตภัณฑ์ของเรา
ผู้เชี่ยวชาญในโซลูชันการเคลือบเหล็กที่ไม่ใช่แม่เหล็ก
- การผลิตใหม่ของปลอกกันสึกและสเตบิไลเซอร์ใหม่สำหรับระบบขุดเจาะที่ควบคุมได้, ระบบบันทึก, เครื่องมือ MWD, เครื่องมือ LWD, ปลอกมอเตอร์การขุดเจาะ
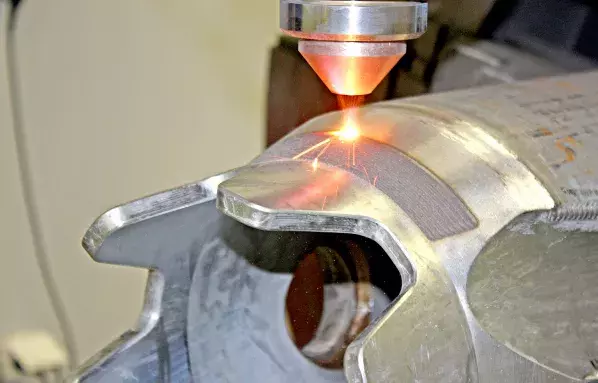
- ผู้นำในอุตสาหกรรมและผู้เชี่ยวชาญด้านการเคลือบผิวที่ไม่ใช่เหล็กรวมถึงการหุ้มด้วยเลเซอร์
- การเคลือบประกอบด้วยแท่งทังสเตนคาร์ไบด์และกระเบื้องทังสเตนคาร์ไบด์
- แอปพลิเคเตอร์ Quick-Tip ที่ผ่านการอนุมัติและรับรอง
- จัดส่งปลอกกันสึกแบบไม่มีแม่เหล็กในเวลาอันสั้น มีวัสดุไม่มีแม่เหล็กในสต็อกตลอดเวลาเพื่อให้สามารถจัดส่งได้ในเวลาอันสั้นและโซลูชั่นพิเศษตามความต้องการ
- ขนาดสูงสุด 17 ½ นิ้ว: โซลูชั่นพิเศษตามคำสั่ง

อายุการใช้งานยาวนานกว่าวัสดุดั้งเดิมถึง 2 ถึง 7 เท่า
การออกแบบวงล้อตัดทำให้เราสามารถนำเสนอฟันได้ทั้งแบบตรงและแบบบิด จำนวนฟัน มุม และรูปร่างแตกต่างกันไป Trio OilTec Services เป็นโซลูชั่นที่เป็นเอกลักษณ์เฉพาะสำหรับวัสดุพิเศษ การชุบแข็งด้วยความร้อน ผสมผสานกับการเคลือบเพื่อทนต่อการสึกหรอช่วยยืดอายุการใช้งานของเครื่องตัดได้อย่างมีนัยสำคัญ ประสบการณ์แสดงให้เห็นว่า ล้อตัดของเรามีอายุการใช้งานยาวนานกว่าวัสดุและการเคลือบแบบดั้งเดิมที่มีอยู่ในตลาดในขณะนี้ 2 ถึง 7 เท่า
ด้วยการออกแบบและการเลือกใช้วัสดุเหล่านี้ การสึกหรอบนอานม้า "Hole Opener" จะลดลงพร้อมกัน นี่เป็นเพราะความจริงที่ว่า ล้อตัดมีความทนต่อการสึกหรอที่ดีขึ้นและมีการสัมผัสกับอานม้าลดลงอย่างเห็นได้ชัด นอกจากนี้ การเปิดรูยังมีความเร็วที่เพิ่มขึ้น
ข้อดี:
- อายุการใช้งานของล้อตัดยาวนานขึ้น
- มีการสึกหรอลดลงบนตัวเรือน/อานม้า "Hole Opener"
- ลดค่าบำรุงรักษา
- เปิดรูได้เร็วขึ้น

เราจัดการกับชิ้นส่วนขนาดใหญ่มากถึง 10 ตัน
- การตรวจสอบ บริการและการบำรุงรักษาเครื่องเปิดหลุมและดอกสว่านขนาดใหญ่
- การซ่อมแซมตัวเรือน การชุบแข็งด้วยความร้อน และการป้องกันการสึกหรอด้วยวุลแฟรมคาร์ไบด์
- การสร้างใหม่และการดัดแปลง
- เป็นเจ้าของการผลิตล้อคัตเตอร์คุณภาพสูง
- รองรับวัตถุน้ำหนักสูงถึง 10 ตันและความยาว 6 เมตร

บริการ การบำรุงรักษา และป้องกันการสึกหรอ
- การตรวจสอบ การบริการ และการบำรุงรักษาเมทริกซ์และดอกสว่านเจาะเหล็ก
- การประสานเงินกับเม็ดมีดเพชร
- การชดเชยของล้อตัด
- การป้องกันการสึกหรอของปีก

เราเป็นผู้ประยุกต์ใช้ที่ได้รับการอนุมัติสำหรับการตกแต่งอย่างแม่นยำ
- ชดเชยหัวเจาะที่ต่างกันทั้งหมด
- ขั้นตอนการใช้การประสานทังสเตนคาร์ไบด์
- การประสานเงินกับใบมีดเพชร
- แอปพลิเคเตอร์ที่ผ่านการอนุมัติสำหรับการแต่งอย่างแม่นยำพร้อมใบมีดตัด วุลแฟรมคาร์ไบด์ และเพชร

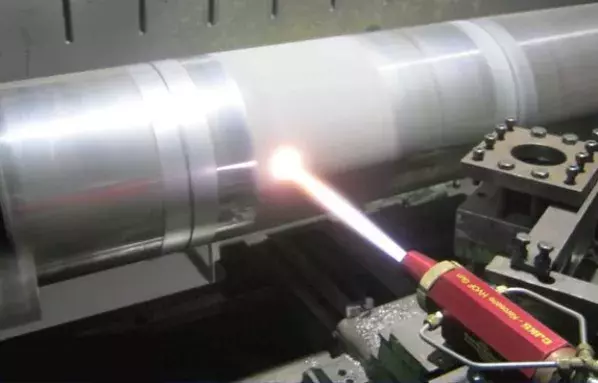
พ่นความร้อน HVOF พร้อมเคลือบวุลแฟรมคาร์ไบด์
- ความแม่นยำในการเจียรด้วยเครื่องเจียรควบคุมแบบ CNC ล้อเพชร
- พ่นความร้อน HVOF พร้อมเคลือบวุลแฟรมคาร์ไบด์
- ขัดเงามันสูง
- ขั้นตอนที่กำหนดขึ้นสำหรับใช้การเคลือบที่มีคุณภาพสูงบนลูกสูบสติงเกอร์ทั้งหมดที่ใช้เป็นส่วนหนึ่งของระบบปลั๊ก
- เส้นผ่าศูนย์กลางกว้างถึง 630 มม. ความยาว 3000 มม. และน้ำหนักรวมสูงสุด 3 ตัน

ปกป้องด้วยการเคลือบ HVOF
- พ่นความร้อน HVOF พร้อมเคลือบวุลแฟรมคาร์ไบด์
- การชุบด้วยไฟฟ้าสำหรับการซ่อมเฉพาะจุดและการเคลือบเพื่อป้องกันการสึกหรอและการกัดกร่อน
- บอลวาล์วบดเพื่อให้ได้ค่าความคลาดเคลื่อนที่ดีที่สุด
- ขัดเงามันสูงและบดผิว

ความทนต่อการสึกหรอที่ไม่มีใครเทียบได้สำหรับท่อเหล็กสอดน้ำหนักถึง 3 ตัน
- ความแม่นยำในการเจียรด้วยเครื่องเจียรควบคุมแบบ CNC ล้อเพชร
- พ่นความร้อน HVOF พร้อมเคลือบวุลแฟรมคาร์ไบด์
- ขัดเงามันสูง
- ขั้นตอนที่กำหนดขึ้นสำหรับการใช้สารเคลือบคุณภาพสูงกับท่อเหล็กสอดทั้งหมดที่ใช้ในอุตสาหกรรมน้ำมันและก๊าซรวมถึงโถ ท่อเหล็กสอด ท่อเหล็กสอดยกด้วยแก๊ส และท่อเหล็กสอดเครื่องบรรจุ
- เส้นผ่าศูนย์กลางกว้างถึง 630 มม. ความยาว 3000 มม. และน้ำหนักรวมสูงสุด 3 ตัน

การสร้างใหม่ การเชื่อมรอยร้าว การชุบแข็งด้วยความร้อน และการเชื่อมพอกผิวแข็ง
- การตรวจสอบ บริการ และการบำรุงรักษาสเตบิไลเซอร์ทั้งหมดที่ใช้ในอุตสาหกรรมการขุดเจาะ
- ผู้เชี่ยวชาญด้านสเตบิไลเซอร์ไม่มีแม่เหล็ก
- การซ่อมแซมและการเชื่อมการรอยร้าวของตัวเรือน การชุบแข็งด้วยความร้อน และการป้องกันการสึกหรอด้วยวุลเฟรมคาร์ไบด์
- การเคลือบประกอบด้วยแท่งทังสเตนคาร์ไบด์และกระเบื้องทังสเตนคาร์ไบด์
- แอปพลิเคเตอร์สำหรับการเคลือบพิเศษไม่มีแม่เหล็กรวมถึงการเคลือบด้วยเลเซอร์
- แอปพลิเคเตอร์ Quick-Tip ที่ได้รับการอนุมัติและรับรอง
- การสร้างใหม่และการดัดแปลง
- เครื่องเจียรนอกชายฝั่งขนาดใหญ่สำหรับการจัดการรายการที่มีน้ำหนักสูงสุด 10 ตันและความยาว 6 เมตร OD สูงถึง 48 นิ้ว
- ซ่อมแซมสเตบิไลเซอร์การขุดเจาะทั้งหมดที่ไม่ใช่แม่เหล็กและเหล็ก
ส่วนประกอบขนาดใหญ่ที่มีการตกแต่งพื้นผิวที่ไร้ที่ติ
- ความแม่นยำในการเจียรด้วยเครื่องเจียรควบคุมแบบ CNC ล้อเพชร
- พ่นความร้อน HVOF พร้อมเคลือบวุลแฟรมคาร์ไบด์
- การขัดผิว
- เส้นผ่าศูนย์กลางกว้างถึง 630 มม. ความยาว 3000 มม. และน้ำหนักรวมสูงสุด 3 ตัน