Olja och gas
Choose a category







Utmaningar vid borrning idag
Då genomsnittliga källdjup har ökat under det senaste decenniet, har riktad borrning med längre borrdjup blivit allt vanligare. Sträckningen av dessa borrhål, med mycket varierande riktningar (ERD) och sammanhängande större vridmoment och dragkrafter, har utsatt borrören för exempellösa belastningar, som överträffar alla tidigare gränser för tillåten påkänning. Borrbanan ger i sin tur upphov till svåra slitage-förhållanden för både rör och borrsträng, vilket i allt högre grad medför risker för skador i borrningsdriften.

Undvik katastrofala skarvbrott
Hårdbandning har länge varit känt som en effektiv metod för att motverka slitage på verktygsskarvar. Under 1990-talet, fick volframkarbidbaserad hårdbandning stor spridning och fastställdes vara den primära orsaken till rörslitage. Utebliven hårdbandning, som minskade rörslitagehastigheten till en låg nivå, tillät dock en accelererad nötningshastighet på verktygsskarvarna som minskade rörens torsionskapacitet och utsatte borrningsdriften för allvarliga risker. Utmaningen blev att finna en balanserad och effektiv lösning, med hänsyn till såväl slitageskydd rören som skydd av verktygsskarvarna, som krävdes på grund av de svårare förhållandena i samband med ERD-källor med avvikande borrbanor. De tidigare höljesvänliga legeringarna minskade slitaget på höljen men ledde till oacceptabelt slitage på verktygsskarvar. Sprickor förekom även på grund av en sprickbenägen konstruktion, då vidsträckta sprickor ofta följde i legeringsmaterialet. Detta orsakade katastrofala skador på verktygsskarvar och i vissa fall även på själva hårdbandningen på grund av spjälkning av vertygsskarvar.

All konstruktion och tillverkning i vår egen moderna anläggning i Irland
Castolin Eutectic har utfört hårdbandning på den norska marknaden i mer än 15 år. Genom ett effektivt samarbete mellan Castolin Eutectic och Statoil, har utveckling, användning och godkännande av våra innovativa OTW-legeringar varit mycket framgångsrikt. Statoil godkänner idag OTW 12Ti, OTW 16XS och icke-svetsade patenterade MX5 beläggningar för borrning. Under utvecklingen av OTW-sortimentet konstruerade Castolin Eutectic en helt egen, unik testutrustning för C-Wear hårdbandning. Testerna i utrustningen innefattar:
• Höljesmaterial kombinerat med hårdbandning i full storlek legeringsfyllda slitageprover
• Specifika slamparametrar, mätning av slitagehastighet på verktygsskarv, öppet hål och hölje.
• Etablerad friktionsdynamik för hårdbandningsbeläggning.
Utöver detta har vi en automatiserad mikrohårdhets mätare, en G65 nötningsslitageprovare och ICP/XRF kemisk analysutrustning, som förvaltas av välutbildad, kundorienterad teknisk personal. Vår globala personal med högkvalificerade ingenjörer provar OTW-produkterna på komponenter i fält, under de mest extrema borrningsförhållanden. Dessa påfrestande miljöer innebär att nödvändiga kriterier uppnås för att förstå bakgrunden till svåra slitagefenomen och avgöra enligt vilka normer vi ska mäta våra produkters integritet.
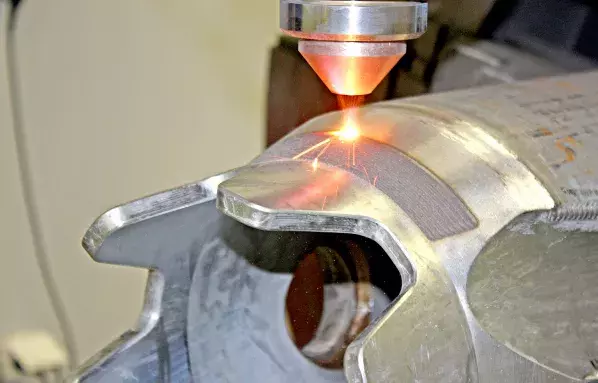
Specialister på beläggningslösningar med icke-magnetiskt stål
- Nyproduktion av slitagemantlar och stabiliserare för styrbara borrsystem, loggningssystem, MWD-verktyg, LWD-verktyg, borrmotormantlar
- branschledande och specialister inom icke-magnetiska stålbeläggningslösningar inklusive laserbeläggning
- I beläggningarna ingår volframkarbidelektroder och volframkarbidplattor
- Godkänd och certifierad Quick-Tip-applicerare
- Snabb leverans av icke-magnetiska slitagemantlar; icke-magnetiska material alltid i lager för att möjliggöra korta leveranstider och speciallösningar på förfrågan
- Storlekar på upp till 17½ tum: speciallösningar på förfrågan.

Två till sju gånger så hög livslängd som ursprungligt material
Våra skärhjul har en konstruktion med både raka och vridna tänder. Antalet tänder, vinklar och former varierar. Tjänsterna Trio OilTec erbjuder en unik lösning med speciella basmaterial och värmebehandling kombinerat med slitagebeständiga beläggningar som förlänger skärhjulens livslängd betydligt. Erfarenheter visar att våra skärhjul håller två till sju gånger så länge som tidigare material och beläggningar som finns på marknaden idag.
Med dessa materialval och konstruktionslösningar minskar samtidigt slitaget på hålöppnarnas sadlar. Detta kan hänföras till det faktum att skärhjulen har bättre slitagebeständighet och en mindre aggressiv kontakt mot sadlarna. Hålöppningen går dessutom snabbare.
Fördelar:
- Ökad livslängd för skärhjul
- Minskat slitage på hålöppnarnas stomme/sadlar
- Lägre underhållskostnader
- Snabbare hålöppning

Vi hanterar stora komponenter med vikt upp till 10 ton
- Kontroll, service och underhåll av hålöppnare och stora borrinsatser
- Stomreparation, värmebehandling och slitageskydd med wolframkarbid
- Återuppbyggnad och anpassningar
- Egen produktion av högkvalitativa skärhjul
- Hantering av objekt upp till 10 ton och 6 m diameter

Service, underhåll och slitageskydd
- Kontroll, service och underhåll av borrinsatser av matris- och stålkärntyp
- Silverlödning av diamantinlägg
- Återställning av skärhjul
- Slitageskydd av skuldra

Vi är godkända applicerare för precisionsåterställning
- Återställande av alla olika borr
- Procedurer för applicering av volframkarbidlod
- Silverlödning på diamantskär
- Godkänd applicerare för precisionsåterställning av skärinlägg, volframkarbid och diamant

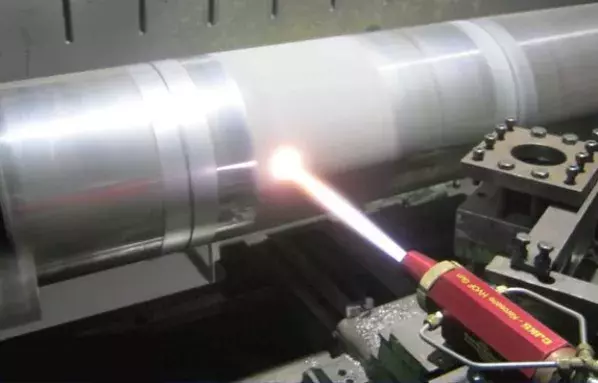
HVOF termisk sprutning av volframkarbidbeläggningar
- Precisionsslipning med diamantskivor i CNC-styrda slipmaskiner
- HVOF termisk sprutning av volframkarbidbeläggningar
- Finpolering
- Fastställda procedurer för applicering av högkvalitativa beläggningar på alla stingerkolvar som ingår i pluggsystemen
- Diameter upp till 630 mm, 3000 mm längd och vikt upp till 3 ton

Skyddas med HVOF-beläggningar
- HVOF termisk sprutning av volframkarbidbeläggningar
- Elektroplätering för selektiv punktrepararion och beläggningar för slitage- och korrosionsskydd
- Slipning av kulventiler till de finaste toleranser
- Finpolering och läppning

Oöverträffad slitagebeständighet för spindlar på upp till 3 ton
- Precisionsslipning med diamantskivor i CNC-styrda slipmaskiner
- HVOF termisk sprutning av volframkarbidbeläggningar
- Finpolering
- Fastställda procedurer för applicering av högkvalitativa beläggningar på alla spindlar som används i olje- och gasindustrin, inklusive stötar, gaslyftspindlar och packningsspindlar
- Diameter upp till 630 mm, 3000 mm längd och vikt upp till 3 ton

Återuppbyggnad, spricksvetsning, värmebehandling och slitagebeläggning
- Kontroll, service och underhåll på alla stabiliserare som används i borrningsindustrin
- Specialister på icke-magnetiska stabiliserare
- Stomreparation och spricksvetsning, värmebehandling och slitageskydd med volframkarbider
- I beläggningarna ingår volframkarbidelektroder och volframkarbidplattor
- Applicerare av icke-magnetiska specialbeläggningar inklusive laserbeläggning
- Godkänd och certifierad Quick-Tip-applicerare
- Återuppbyggnad och anpassningar
- Stora offshore-slipmaskiner för hantering av objekt upp till 10 ton, 6 m längd och diameter upp till 1,2 m
- Reparation av alla borrningsstabiliserare i icke-magnetiska material och stål
Massiva komponenter med felfri ytfinhet
- Precisionsslipning med diamantskivor i CNC-styrda slipmaskiner
- HVOF termisk sprutning av volframkarbidbeläggningar
- Ytpolering
- Diameter upp till 630 mm, 3000 mm längd och vikt upp till 3 ton