Choose a category





Avancerat reparationskoncept för höghastighets-VRM
En avgörande faktor för alla cementtillverkare är tillgången till nödvändig processutrustning, i synnerhet krossar och kvarnar. Stopptiderna under renovering och underhåll motsvarar betydande kostnader och det finns starka motiv för att minska dem och återgå till normal produktion. Castolin Eutectic har svarat upp mot detta behov och utvecklat ett nytt avancerat höghastighetskoncept. Konceptet baseras på en modern tillämpning av VRM och omfattar avancerad svetsteknik, tillämpningsspecifika tillsatsmaterial, avancerad automatisering och dataloggning, styrning av flera svetsställen, modern logistik och paket och personal speciellt för VRM. Denna avancerade och snabba VRM-reparationskoncept ger tillgång till den högsta slipningskapaciteten och renoveringshastigheten: 36 timmar för tre eller fyra valsar och ett bord. Med detta koncept kan ibland även driftstopp av ugnen undvikas om kunden har möjlighet att lagra producerat material tillfälligt.

Förbättra energieffektiviteten
Syftet med VRM är att krossa materialen till mycket fina partiklar, precis innan de lagras eller efter primär krossning. Komponenterna i vertikala valskvarnar utsätts för hårt slitage som kan öka markant om råmaterialet har en hög kiselhalt eller om slagg passerar valsverket. Man vet att den del som förbrukar mest energi vid cementframställning är det sista processteget i malningen. Sådana slitageproblem kan därför ha betydande påverkan av en anläggnings lönsamhet. En sliten VRM-valsprofil minskar även malningseffektiviteten, och ökar energibehovet.

Söker du en ostörd VRM-reparation utan isärtagning?
Castolins tekniker är fullt utrustade med mobila enheter som möjliggör optimalt arbete på plats med lätta, toppmoderna svetsmaskiner, Castolin Eutectics eget kraftnät, frekvensreglering, hjälpkraft för valsar och bord och ledningar med räckvidd upp till 25 meter. Integrerad datorstyrd X-Y-axel för brännarrörelse och delautomatiserat svetsläge ingår i detta paket för avancerad snabb VRM-reparation.

Reparation i våra verkstäder
Castolins serviceverkstäder har byggt upp erfarenheter av svetsning av slitagekomponenter i vertikala valskvarnar sedan början av 90-talet. Vi har idag sju serviceverkstäder runt om i världen, som genomför uppdragen med toppmodern utrustning. En hög automatiseringsnivå garanterar jämn kvalitet på beläggningar och motsvarande utmärkta och upprepningsbara prestanda för slitagekomponenter. Exakt återställning av saknad slitageprofil med högpresterande egenutvecklade belagda elektroder är huvudmålet.

Massiva komponenter
Underhåll och ugnarnas effektivitet har alltid varit ett av de största problemen i cementtillverkning. Det gäller stora, runda, förtillverkade stålrör med upp till 4,5–6 meter i diameter och någonstans mellan 45–150 meter i längd. Eftersom de är fodrade med eldfast tegel, ständigt roterar mot valsarna (med avstånd på ungefär var 15 meter) och upphettas inuti till 1 450 °C, är de utsatta för svåra drifts- och underhållsproblem. Ju längre ugnen är, desto större kan dessa problem vara särskilt vad gäller sprickor och fel uppriktning av valsarna.

Specialelektroder och exakta procedurer
Höga tryck och kontaktspänningar som verkar på ringytorna under service kan orsaka ytsprickor och att stora flisor lossnar. Den stora kostnaden för en rotationsring och långa stopptider gör att flisor behöver kunna svetsas tillbaka på ett säkert sätt på ringen. Traditionell förvärmning är oftast inte lämpligt på grund av den stora massan. Man kan lyckas med en kombination av lokal uppvärmning, vår speciella svetselektroder för manuell svetsning med låg temperatur och en exakt procedur. Betydande kostnadsbesparingar kan uppnås och den totala stopptiden blir kort.

Även ringfästen utsätts för sprickrisk
Rotationsringsfästena är bultade i ugnsmanteln och håller rotationsringen på plats. Sprickor kan uppstå i vissa av svetsfogarna på infästningssektionerna. Dessa sprickor kan orsaka att fästen lossnar och att stora skador på rotationsringen. Med Castolin Eutectics kunnande och produkter, kan vi utföra säkra och lyckade reparationer av sprickor med manuell metallbågsmejsling.

Förbättra fläktars effektivitet
Fläktar måste, precis som alla maskiner med höga varvtal, vara perfekt balanserade för att fungera problemfritt. Vibrationer kan orsaka allvarliga skador på kritiska komponenter som fläktlager och omgivande konstruktioner och därmed ökade stopptider och underhållskostnader. När bladen är svårt slitna påverkas strömningsdynamiken vilket kan leda till reducerat flöde och högre energiförbrukning. Castolin Eutectics slitagebeständiga beläggningar ökar inte bara fläktars livslängd, utan reducerar även energiförbrukningen minskar underhållskostnaderna för andra komponenter.

För tillverkning av stora radialfläktar och fläkthus
Ett komplett program av tjänster erbjuds för ökning av utrustningens livslängd och därmed möjliggörande av en med förutsägbar process med lägre energiförbrukning. Det vanligaste är våra förtillverkade bimetallslitplåtar (CDP®) som framställs genom deposition av en mycket slitagetålig legering på en plåt av vanligt konstruktionsstål, antingen genom svetsning eller med pulversmältningsteknik. De används som ytskikt eller, vid låga mekaniska påkänningar, som konstruktionsdelar. De används ofta i tillverkning av stora radialfläktar och fläkthus. Med mer än 20 års erfarenhet av reparation och utbyte av fläktkomponenter har vi byggt upp ett stort kunnande om erosionsslitageproblem som ofta uppstår snabbt i roterande maskiner. Med detta kunnande har vi kunnat utveckla speciella lösningar för fläktar, exempelvis vårt svetsmönster XuperWave.

Både i våra verkstäder och på plats
Slitagetåliga beläggningar appliceras genom bågsprutning på tunna komponenter eller mindre fläktar, som används i luftströmmar är måttligt bemängda med partiklar, men där ett kostnadseffektivt skyddsskikt krävs. Lösningar mot erosion och korrosion erbjuds för komplexa geometrier, exempelvis vingprofiler som enkelt kan beläggas i våra verkstäder, men även direkt på plats när utrustning behöver repareras. Komponenter som är klara att användas tillverkas, skärs till och formas i våra anläggningar medan bågsprutning antingen kan utföras på våra svetsarbetsplatser eller direkt i kundens lokaler.

I mycket krävande fall
VentiTec beläggningar har utvecklats speciellt för mycket krävande fall. De används ofta av OEM-tillverkare som behöver:
- Mycket hög erosionsbeständighet: Vi levererar nickelbaserade beläggningar med upp till 60 % wolframkarbid och/eller NanoAlloy® järnbaserade beläggningar.
- Underlag i höghållfast stål: Stål som är svåra att svetsa, till exempel 1.8928 (S690QL) och 1.8988 (S690QL1) kan beläggas utan betydande förluster av mekaniska egenskaper.
- Hög planhet och jämn beläggningsyta. Under beläggningsprocessen ägnas särskild uppmärksamhet på att begränsa deformationer och ojämnheter i beläggningen, vilket ger enklare återmontering och begränsar slitagehastigheten. Produktionsparametrarna optimeras även för ett bra gränssnitt mellan beläggningen och stålunderlaget (låg dilution).
För att optimera det totala slitagemotståndet i fläktar kan olika legeringar appliceras i olika områden. Genom detta appliceras mycket slitagebeständiga beläggningar på kritiska områden medan mindre utsatta områden beläggs med tillräckligt tåliga legeringar. Resultatet är en optimerad slitagebeständighet och att kostnaden minimeras. Genom det höga innehållet av karbider i våra VentiTec.beläggningar, krävs erfarenhet och rätt utrustning för tillskärning och formning. Vi kan därmed leverera komponenter som är färdiga att montera.

De senaste lösningarna för abrasiv nötning
Våra experter inom slitagsskydd konstruerar och bygger utblås och kåpor enligt dina specifikationer
• Utblås utförda i högkvalitativ slitplåt optimalt placerad för beständighet mot olika typer av slitage.
• Fullt utrustade verkstäder med den senaste tekniken
• Rigorös kvalitetskontroll
• Utblås som är klara att montera sparar tid och pengar

Skydd av utblås mot linjärt erosionsslitage
- Ökad livslängd
- Idealiska för utblås som utsätts för fina partiklar med hög hastighet
- Maximalt skydd mot linjärt erosionsslitage
- Hindrar att fina partiklar hamnar på ställen som är känsligast för slitage, exempelvis spänningssprickor och svetsbäddsöverlappningar
- Minskar slitaget med upp till 30 % jämfört med konventionella raka svettbäddsmönster
Upptäck andra branscher
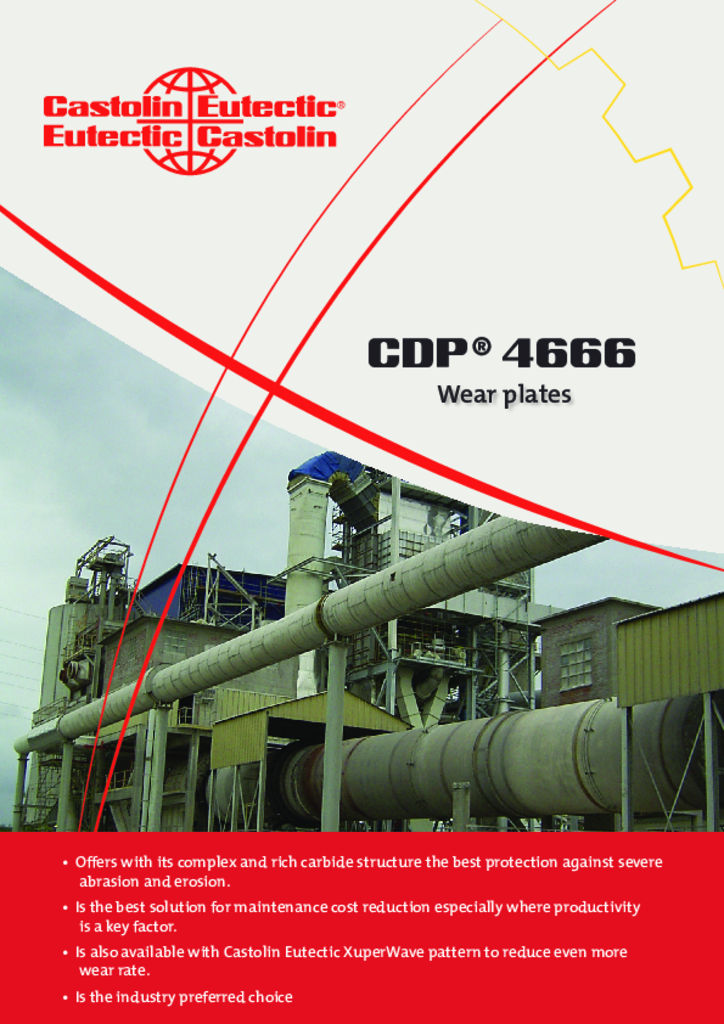
CDP® 4666 is a composite material made of a structural steel backing and a hard weld surfacing, corresponding to DIN 8555
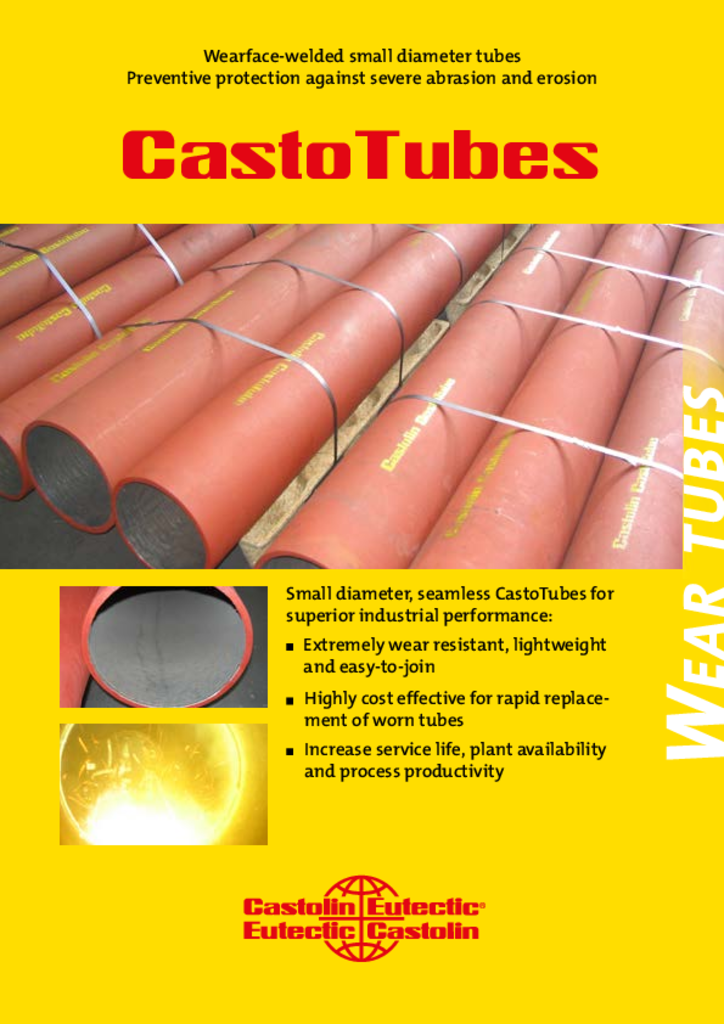
CastoTubes® are Castolin Eutectic's response to the market request for erosion-resistant pipe sections and elbows.