Petróleo e Gás
Choose a category







Os desafios atuais da perfuração
Uma vez que as profundidades médias dos poços aumentaram na última década, a perfuração direcional e de alcance alargado tornou-se mais comum. Estas trajetórias de perfuração, com os seus caminhos altamente desviados (ERD) e aumentos associados de binário e arrasto, exerceram uma força sem precedentes no tubo de perfuração, ultrapassando todos os limites anteriores do nível de pressão. Por sua vez, estas trajetórias criam condições de desgaste extremo tanto na estrutura como na coluna de perfuração, tornando-se cada vez mais prejudicial para as operações de perfuração.

Evite falhas catastróficas no tool joint
O revestimento é reconhecido há muito como sendo um meio eficaz de evitar o desgaste do tool joint. Durante os anos 90, o revestimento com carbonetos de tungsténio era utilizado em larga escala e foi determinado com sendo a causa principal do desgaste de armações. Contudo, a ausência de revestimento tipo “hardbanding”, ao desacelerar o desgaste da estrutura para um grau menor, permitiu que os tool joints tivessem um desgaste acelerado, reduzindo a capacidade de de torção do tubo de perfuração e colocando as operações de perfuração em grave risco. O desafio era encontrar uma solução equilibrada, simultaneamente eficaz entre a defesa do do desgaste da estrutura e proteção do tool joint, causados pelas condições agravadas associadas a poços ERD altamente desviados. As ligas específicas para estruturas anteriores também reduziram o desgaste, mas produziram um desgaste do tool joint inaceitável como consequência. Também estavam presentes falhas nas conceções suscetíveis a fissuras, assim como fissura alargada do material de liga usado frequentemente. Isto provocou uma falha catastrófica do tool joint em alguns casos, até mesmo falhas no revestimento tipo “hardbanding” em si, devido ao esboroamento do tool joint.

Todos os revestimentos foram formulados e fabricados na nossa fábrica moderna na Irlanda
A Castolin Eutectic realiza revestimentos tipo “hardbanding” no mercado norueguês há mais de 15 anos. Devido à excelente colaboração entre a Castolin Eutectic e Statoil, existem desenvolvimentos de sucesso, utilização e aprovação das nossas ligas OTW inovadoras. Atualmente, a Statoil aprova OTW 12Ti, OTW 16XS e o revestimento para perfuração MX5 não soldado e patenteado. Durante o desenvolvimento da gama OTW, a Castolin Eutectic construiu a sua própria máquina de testes, de revestimento C-Wear. Os testes de máquinas abrangem:
• Material de estrutura combinado com amostras de desgaste com infusão de ligas de revestimento, em tamanho real
• Parâmetros de lama específicos, medidas de tool-joint, taxas de desgaste de máquina de perfuração e estrutura.
• Dinâmicas de fricção de revestimento estabelecidas.
Para além disso, usamos uma Máquina de Micro Dureza, uma Máquina de Teste de Desgaste por Abrasão G65 e Unidades de Análise Química ICP / XRF, usando uma equipa formada, técnica e orientada para o cliente. A nossa equipa global de engenheiros altamente capacitados testa os produtos OTW em componentes de campo ativos, sob as condições de perfuração mais extremas. Estes ambientes extremos proporcionam os critérios necessários para compreender o fenómeno de desgaste severo e definir os padrões pelos quais medimos a nossa integridade de produtos.
Especialista em soluções de revestimento com aço não mag
- Nova produção de buchas de desgaste e estabilizadores para sistemas de perfuração controláveis, sistemas de logging, ferramentas MWD, ferramentas LWD, buchas de motor de perfuração
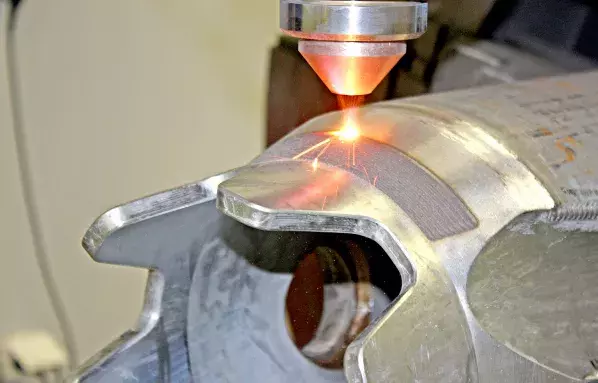
- Líder e especialista em soluções de revestimento de aço não mag, incluindo revestimento a laser
- Os revestimentos incluem barras de carbonetos de tungsténio e mosaicos de carbonetos de tungsténio
- Aplicadores Quick-Tip aprovados e certificados
- Entrega rápida de buchas de desgaste não mag; os materiais não mag existem sempre em stock para permitir entregas rápidas e soluções especiais mediante pedido
- Tamanho até 17 ½ polegadas: soluções especiais mediante pedido.

Vida útil duas a sete vezes superior à do material original
Os desenhos das rodas de corte que fornecemos incluem dentes planos e torcidos. O número de dentes, ângulos e formas varia. A solução única Trio OilTec Services de materiais de base especiais, tratamento térmico, combinados com revestimentos resistentes ao desgaste prolongam significativamente a vida útil das rodas de corte. A experiência demonstra que as nossas rodas de corte duram duas a sete vezes mais do que o material original e revestimentos existentes no mercado atual.
Com estes desenhos e escolha de material, o desgaste do selim da máquina de perfuração também é reduzido. Isto deve-se ao facto de as rodas de corte terem uma melhor resistência ao desgaste e o contacto dos selins se tornar menos agressivo. Adicionalmente, a velocidade de perfuração aumenta.
Vantagens:
- Vida útil prolongada da roda de corte
- Menos desgaste na estrutura da máquina de perfuração/selins
- Custo de manutenção reduzido
- Perfuração mais rápida

Lidamos com peças grandes até 10 toneladas
- Inspeção, serviço e manutenção de máquinas de perfuração e brocas grandes
- Reparação da estrutura, tratamento térmico e proteção contra desgaste com carbonetos de volfrâmio
- Reconstrução e adaptações
- Produção própria de rodas de corte de elevada qualidade
- Manuseamento de estruturas até 10 toneladas e 6 metros de comprimento

Serviço, manutenção e proteção contra desgaste
- Inspeção, serviço e manutenção da matriz e brocas com estruturas em aço
- Brasagem de prata de inserções de diamante
- Reparação de rodas de corte
- Proteção contra desgaste

Somos aplicadores aprovados para reparação de precisão
- Reparação de todos os moinhos diferentes
- Procedimentos para aplicação de brasagem com carbonetos de tungsténio
- Brasagem de prata com cortes de diamante
- Aplicador aprovado para revestimento de precisão com inserções de corte, carbonetos de volfrâmio e diamantes

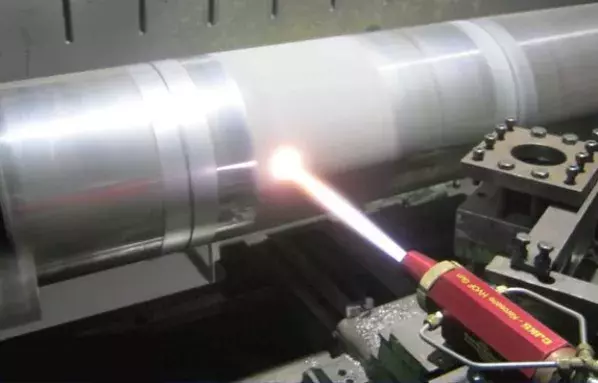
Com aspersão térmica HVOF com revestimentos de carbonetos de volfrâmio
- Trituração de precisão com máquinas de trituração controladas por roda diamante CNC
- Aspersão térmica HVOF com revestimentos de carbonetos de volfrâmio
- Super polimento
- Procedimentos estabelecidos para aplicação de revestimentos de elevada qualidade em todos os pistões stinger usados pelos sistemas de acoplagem
- Diâmetro de até 630 mm, 3000 mm de comprimento e peso total até 3 toneladas

Protegido com revestimentos HVOF
- Aspersão térmica HVOF com revestimentos de carbonetos de volfrâmio
- Eletro-chapeamento para reparação seletiva e revestimentos para proteção contra desgaste e corrosão
- Trituração de válvulas esféricas às tolerâncias mais reduzidas
- Super polimento e lapidação

Resistência ao desgaste incomparável para mandris até 3 toneladas
- Trituração de precisão com máquinas de trituração controladas por roda diamante CNC
- Aspersão térmica HVOF com revestimentos de carbonetos de volfrâmio
- Super polimento
- Os procedimentos estabelecidos para aplicar revestimentos de elevada qualidade em mandris usados na indústria do petróleo e gás, incluindo recipientes, mandris de gás e mandris de bloqueio
- Diâmetro de até 630 mm, 3000 mm de comprimento e peso total até 3 toneladas

Reconstrução, soldadura de fissuras, tratamento térmico e revestimento
- Inspeção, serviço e manutenção de todos os estabilizadores usados na indústria da perfuração
- Especialista em estabilizador não mag
- Reparação da estrutura e soldadura de fissuras, tratamento térmico e proteção contra desgaste com carbonetos de volfrâmio
- Os revestimentos incluem barras de carbonetos de tungsténio e mosaicos de carbonetos de tungsténio
- Aplicador de revestimentos especiais não mag, incluindo revestimento a laser
- Aplicador Quick-Tip aprovado e certificado
- Reconstrução e adaptações
- Grandes moinhos offshore para manuseamento de estruturas com até 10 toneladas e 6 metros de comprimento e diâmetro de até 48 polegadas
- Reparação de todos os estabilizadores de perfuração em não mag e aço
Componentes maciços com acabamentos de superfície perfeitos
- Trituração de precisão com máquinas de trituração controladas por roda diamante CNC
- Aspersão térmica HVOF com revestimentos de carbonetos de volfrâmio
- Polimento de superfície
- Diâmetro de até 630 mm, 3000 mm de comprimento e peso total até 3 toneladas
Descubra outras indústrias

