Olaj és gáz
Choose a category







A jelenkor fúrási kihívásai
Ahogy az elmúlt évtizedben növekedtek az átlagos kútmélységek, az irányított és nagy távolságú fúrás egyre elterjedtebbé vált.Ezek a kútpályák, multilaterális pályáikkal (ERD) és az ezzel járó nyomaték- és súrlódásnövekedéssel korábban nem tapasztalt erőhatást fejtenek ki a fúrócsőre, amelyek minden korábbi határt meghaladó feszültségeket keltenek.Ezek a pályák erőteljes koptató körülményeket eredményeznek mind a bélésen, mint a fúrószáron, amely egyre inkább megnehezíti a fúrási műveleteket.

A töréses szerszám-tönkremenetel elkerülése
A hardbanding régóta ismert a szerszámtoldások kopásvédelmének hatékony megoldásaként.Az 1990-es években a volfrám-karbid alapú hardbanding széles körben elterjedt gyakorlat volt, és a fúrócsövek kopásának elsődleges okaként nevezték meg.A hardbanding mellőzése azonban, míg a béléscső kopását kis mértékűre csökkentette, felgyorsította a szerszámtoldások kopását, csökkentve a fúrócső csavarószilárdságát, jelentős kockázatnak kitéve a fúrási műveleteket.A kihívás tehát egy olyan kiegyensúlyozott megoldás megtalálása volt, amely egyformán védené a béléscsövet a kopástól, a szerszámtoldást pedig a töréstől, amit a multilaterális ERD-kutakban egyre rosszabbodó körülmények idéznek elő.A korábban használt béléscsőbarát fémötvözetek csökkentették ugyan a béléscső kopását, de ennek következtében elfogadhatatlan mértékű szerszámkopást eredményeztek.A repedések kialakulását elősegítő tervezési hibák miatt a fémötvözet az esetek nagy számában megrepedt. Ez a szerszám tönkremenetelét eredményezte, és egyes esetekben a hardbanding bevonatét is, amely lepattogzott a szerszámtoldásról.

Teljes egészében korszerű, írországi üzemünkben kifejlesztve és gyártva
A Castolin Eutectic több mint 15 éve készít hardbanding bevonatokat a norvég piacra.A Castolin Eutectic és a Statoil kiváló együttműködése rendkívül gyümölcsözőnek bizonyult innovatív OTW-ötvözeteink kifejlesztésében, alkalmazásában és engedélyeztetésében.Ma a Statoil az OTW 12Ti, OTW 16XS ötvözeteket és a nem hegesztett, szabadalmaztatott MX5 bevonatot engedélyezi fúrási célra.Az OTW-termékcsalád fejlesztésekor a Castolin Eutectic megépítette a saját tervezésű, egyedi hardbanding C-Wear vizsgálógépét. A gépi vizsgálat az alábbiakra terjed ki:
• Béléscsőanyag teljes méretű, hardbanding ötvözetekkel keményített kopómintákkal
• Specifikus iszapparaméterek, szerszámtoldás, nyitott furat és béléscső kopási ráták mérése.
• A kialakuló hardbanding bevonat súrlódási dinamikája.
Emellett egy automatikus mikrokeménység-mérő gépet, egy G65 kopásvizsgáló gépet és ICP / XRF vegyelemző egységeket használunk szakképzett, ügyfélközpontú műszaki személyzettel.Magasan képzett, globális szakmérnökcsapatunk az OTW-alkatrészeket aktív terepi alkatrészeken vizsgálja a legszélsőségesebb fúrási viszonyok mellett.Az ilyen kemény igénybevételt jelentő környezetek biztosítják a súlyos kopásjelenségek megértéséhez szükséges feltételeket, és meghatározzák azokat a standardokat, amelyekkel szemben termékeink épségét megállapítjuk.
A nem mágneses acélbevonatoló megoldások szakértője
- Új kopóhüvelyek és stabilizálók gyártása irányított fúrórendszerekhez, szelvényező rendszerekhez, fúrás közbeni mérést (MWD) és fúrás közbeni szelvényezést (LWD) végző szerszámokhoz, illetve fúrómotor-hüvelyekhez
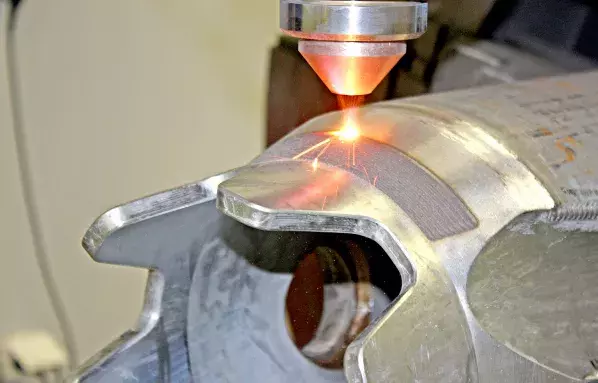
- Ágazatvezető szakértő a nem mágneses acélbevonatok területén, beleértve a lézeres bevonatolást is
- A bevonatok volfrám-karbid rudakból és lapokból állnak
- Engedélyezett és tanúsított keményfémhegy-beépítők
- Nem mágneses kopóhüvelyek rövid határidőn belül, nem mágneses anyagok állandó készleten a rövid szállítási határidő és a rendelésre készülő, speciális megoldások készítése érdekében
- Méretek 17 ½ hüvelykig: speciális megoldások igény szerint.

2–7-szer hosszabb élettartam az eredeti anyaghoz képest
Vágókerékterveink egyenes és ferde fogakat is tartalmaznak.A fogak száma, szöge és alakja változó.A Trio OilTec Services egyedi megoldása a speciális alapanyagok, a hőkezelés és a kopásálló bevonatok együttes használatával jelentősen megnöveli a vágókerekek élettartamát.A tapasztalat szerint vágókerekeink élettartama 2–7-szer nagyobb az eredeti anyagénál és a piacon jelenleg kapható bevonatokénál.
Ezekkel a megoldásokkal és anyagválasztékkal a „furatbővítő” nyergek kopása is csökkent.Ez annak tudható be, hogy a vágókerekek kopásállósága nagyobb, így a nyergekkel való érintkezés is kevésbé agresszív.Emellett a furatbővítés sebessége is megnő.
Előnyök:
- A vágókerék hosszabb élettartama
- Csekélyebb mértékű kopás a „furatbővítő” szerkezeten/nyergeken
- Csökkent karbantartási költség
- Gyorsabb lyukfeltárás

Nagyméretű alkatrészek kezelését vállaljuk akár 10 tonnáig
- Furatbővítők és fúróhegyek vizsgálata, szervizelése és karbantartása
- Volfrám-karbidos szerkezeti javítás, hőkezelés és kopófelület-kialakítás
- Újraépítés és adaptálás
- Magas minőségű vágókerekek saját gyártása
- Akár 10 tonnás, 6 m hosszú szerkezetek kezelése

Szervizelés, karbantartás és kopásvédelem
- Kompozit és acélszerkezetű fúrófejek vizsgálata, szervizelése és karbantartása
- Gyémántbetétek beépítése keményforrasztással
- Vágókerekek lehúzása
- Váll kopásvédelme

Engedélyezett precíziós lehúzási tevékenységet végzünk
- Valamennyi fúrófejtípus lehúzása
- Volfrám-karbid keményforrasztás-felhordótechnika
- Keményforrasztás gyémánt vágóbetétekkel
- Engedélyezett precíziós lehúzási tevékenységet végzünk, vágóbetétes, volfrám-karbid és gyémánt fúrófejeken is

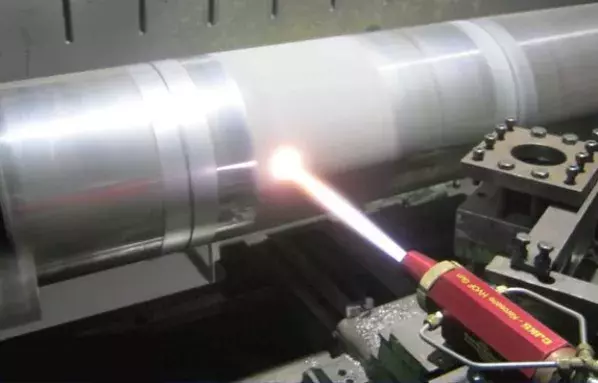
HVOF lángszórású volfrám-karbid bevonatok
- Precíziós köszörülés CNC köszörűgépeken, gyémánt köszörűfejekkel
- HVOF lángszórású volfrám-karbid bevonatok
- Szuperpolírozás
- Magas minőségű bevonatok felhordására alkalmas eljárások alkalmazása minden elzárószelep-dugattyún a kitörésgátló elfojtó rendszerek részeként
- Akár 630 mm-es átmérőig, 3000 mm hosszig és 3 t össztömegig

HVOF bevonattal védve
- HVOF lángszórású volfrám-karbid bevonatok
- Galvanizálás szelektív foltjavításhoz, illetve bevonatok a kopás és korrózió elleni védelemhez
- Gömbszelep köszörülése a legkisebb tűréshatárokig
- Szuperpolírozás és pasztás polírozás

Páratlan kopásállóság akár 3 tonnás tüskéken is
- Precíziós köszörülés CNC köszörűgépeken, gyémánt köszörűfejekkel
- HVOF lángszórású volfrám-karbid bevonatok
- Szuperpolírozás
- Magas minőségű bevonatfelhordó eljárások alkalmazása minden olaj- és gázipari tüskéhez, ideértve a fúró-, gázemelő és tömítőtüskéket is
- Akár 630 mm-es átmérőig, 3000 mm hosszig és 3 t össztömegig

Újraépítés, repedések hegesztése, hőkezelés és kopófelület-kialakítás
- A fúróágazatban alkalmazott valamennyi stabilizáló vizsgálata, szervizelése és karbantartása
- Speciális nem mágneses stabilizáló
- Volfrám-karbidos szerkezeti javítás, repedések hegesztése, hőkezelés és kopófelület-kialakítás
- A bevonatok volfrám-karbid rudakból és lapokból állnak
- Nem mágneses speciális bevonatfelhordó, beleértve a lézeres bevonatokat is
- Jóváhagyott és tanúsított keményfémhegy-beépítő
- Újraépítés és adaptálás
- Nagy méretű offshore köszörűgépek, amelyek akár 10 tonnás, 6 m hosszú, 48 hüvelyk külső átmérőjű szerkezetek megmunkálására is alkalmasak
- Valamennyi fúróstabilizáló nem mágneses, illetve acélalapú javítása
Masszív alkatrészek hibátlan felületkiképzéssel
- Precíziós köszörülés CNC köszörűgépeken, gyémánt köszörűfejekkel
- HVOF lángszórású volfrám-karbid bevonatok
- Felületpolírozás
- Akár 630 mm-es átmérőig, 3000 mm hosszig és 3 t össztömegig