Pétrole et gaz
Choose a category







Les défis du forage d’aujourd'hui
Comme la profondeur moyenne des puits a augmenté au cours de la dernière décennie, les forages directionnels et les forages à grande portée sont plus courants. Ces trajectoires de puits de forage, avec leurs trajectoires très déviées (ERD) et les augmentations de couple et de traînée qui y sont associées, ont exercé une force sans précédent sur la tige de forage, dépassant toutes les limites. Ces trajectoires, à leur tour, créent des conditions d'usure sévères sur le tubage et le train de tiges, ce qui devient de plus en plus préjudiciable aux opérations de forage.

Éviter les défaillances catastrophiques des raccords de tige
Le renforcement est reconnu depuis longtemps comme un moyen efficace de prévenir l’usure des raccords de tige. Dans les années 1990, le rechargement à base de carbure de tungstène était largement utilisé et il a été déterminé qu'il était la cause principale de l’usure du tubage. Cependant, l'absence de rechargement, tout en ralentissant dans une certaine mesure l'usure du tubage, a permis une usure accélérée des raccords de tige, ce qui a réduit la capacité de torsion de la tige de forage et mis sérieusement en péril les opérations de forage. Le défi consistait à trouver une solution équilibrée et efficace et à la fois entre la défense contre l’usure du tubage et la protection des raccords de tige, qui est causée par l'aggravation des conditions associées aux puits ERD très déviés. Les anciens alliages compatibles avec les carters réduisaient l'usure des carters, mais produisaient une usure inacceptable des raccords de tige en conséquence. Des défauts de conception susceptibles de se fissurer étaient également présents, car il s’ensuivait fréquemment une fissuration généralisée de l'alliage. Cela a causé une défaillance catastrophique des raccords de tige et, dans certains cas, la défaillance de la bande dure elle-même, due à l'écaillage des raccords de tige.

Tous est formulé et fabriqué dans notre propre usine moderne en Irlande
Castolin Eutectic opère sur le marché norvégien depuis plus de 15 ans. Du fait d’une excellente coopération entre Castolin Eutectic et Statoil, le développement, l’utilisation et l’approbation de nos alliages OTW ont été couronnés de succès. Aujourd’hui, Statoil approuve OTW 12Ti, OTW 16XS et le revêtement pour le forage MX5 non soudé breveté. Pendant le développement de la plage OTW, Castolin Eutectic a construit sa propre machine de test de rechargement C-Wear, unique en son genre. Les tests machine comprennent :
• Matériel de tubage combiné avec des échantillons d’usure pleine grandeur renforcés imprégnés d’alliage
• Paramètres spécifiques à la boue, outil de mesure, trou et taux d’usure du tubage.
• Dynamique de frottement du revêtement de rechargement établie.
De plus, nous utilisons une machine de microdureté automatisée, une machine de test d'usure par abrasion G65 et des unités d’analyse chimique ICP/XRF, employant une équipe technique bien formée et orientée vers le client. Notre équipe d’ingénieurs hautement qualifiés teste les produits OTW sur les composants actifs du champ, dans les conditions de forage les plus extrêmes. Ces environnements difficiles fournissent les critères nécessaires à la compréhension du phénomène d’usure sévère et établissent la norme selon laquelle nous mesurons l’intégrité de nos produits.
Spécialiste des solutions de revêtement des aciers non magnétiques
- Nouvelle production de manchons d’usure et de stabilisateurs pour systèmes de forage orientables, systèmes de diagraphie, outils MWD, outils LWD, manchons de moteur de forage
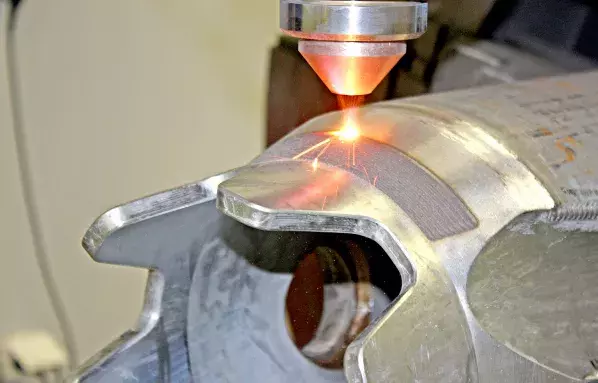
- Chef de file de l'industrie et spécialiste des solutions de revêtement d’acier non magnétiques, y compris le revêtement au laser
- Les revêtements comprennent des tiges de carbure de tungstène et des tuiles de carbure de tungstène
- Applicateurs Quick-Tip homologués et certifiés
- Livraison rapide des manchons d’usure non magnétiques ; matériaux non magnétiques en stock à tout moment pour permettre des délais de livraison courts et des solutions spéciales à la demande
- Tailles jusqu'à 17 ½ pouces : solutions spéciales sur demande.

Durée de vie 2 à 7 fois plus longue que le matériau d’origine
Les modèles de roues de coupe que nous fournissons comprennent des dents droites et tordues. Le nombre de dents, les angles et les formes varient. La solution unique de Trio OilTec Services offre des matériaux de base spéciaux, un traitement thermique et des revêtements résistants à l’usure qui prolongent considérablement la durée de vie des roues de coupe. L'expérience montre que nos roues de coupe durent de 2 à 7 fois plus longtemps que le matériau d’origine et que les revêtements existants sur le marché aujourd'hui.
Grâce à ces conceptions et au choix des matériaux, l’usure des selles des élargisseurs est simultanément réduite. Ceci est dû au fait que les roues de coupe ont une meilleure résistance à l'usure et que le contact avec les selles devient moins agressif. De plus, la vitesse d’ouverture du trou augmente.
Avantages :
- Durée de vie plus longue de la roue de coupe
- Moins d’usure sur le corps et les selles des élargisseurs
- Coûts de maintenance réduits
- Ouverture plus rapide des trous

Nous traitons des pièces de grandes dimensions allant jusqu’à 10 tonnes
- Inspection, entretien et maintenance des élargisseurs et des trépans de forage de grande taille
- Réparation du corps, traitement thermique et protection contre l’usure avec des carbures de wolfram
- Reconstruction et adaptations
- Propre production de meules de coupe de haute qualité
- Manutention de corps jusqu’à 10 tonnes et 6 m de longueur

Entretien, maintenance et protection contre l’usure
- Inspection, entretien et maintenance des forets à matrice et des forets à corps en acier
- Brasage à l’argent d’inserts diamantés
- Redressement des meules de coupe
- Protection contre l’usure des épaules

Nous sommes des applicateurs agréés pour les habillages de précision
- Réparation de tous les différents moulins de fond de puits
- Procédures d’application du brasage au carbure de tungstène
- Brasage à l’argent avec des disques diamantés
- Applicateur homologué pour le dressage de précision avec plaquettes de coupe, carbure de wolfram et diamants

HVOF vaporisé thermiquement avec des revêtements de carbure de wolfram
- Rectification de précision avec des rectifieuses à meules diamantées à commande numérique CNC
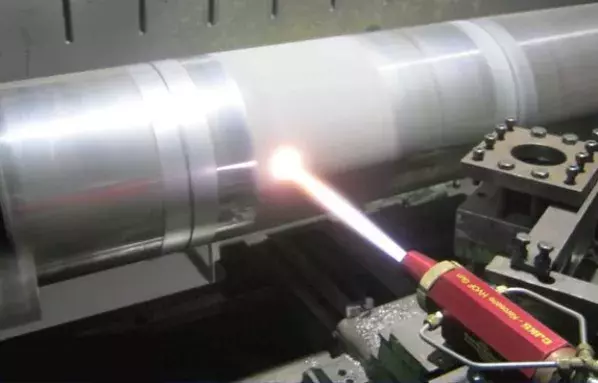
- Spray thermique HVOF avec revêtements en carbure de wolfram
- Super polissage
- Procédures établies pour l’application de revêtements de haute qualité sur tous les pistons à dard utilisés dans le cadre de systèmes de bouchons
- Diamètre jusqu’à 630 mm, longueur 3 000 mm et poids total jusqu'à 3 tonnes

Protégé par des revêtements HVOF
- Spray thermique HVOF avec revêtements en carbure de wolfram
- Électrodéposition pour la réparation sélective des taches et revêtements pour la protection contre l’usure et la corrosion
- Broyage de vannes à boisseau sphérique aux tolérances les plus fines
- Super polissage et rodage

Résistance à l’usure inégalée pour les mandrins jusqu’à 3 tonnes
- Rectification de précision avec des rectifieuses à meules diamantées à commande numérique CNC
- Spray thermique HVOF avec revêtements en carbure de wolfram
- Super polissage
- Procédures établies pour l’application de revêtements de haute qualité sur tous les mandrins utilisés dans l’industrie pétrolière et gazière, y compris les contenants, les mandrins de levage à gaz et les mandrins d’encaissage
- Diamètre jusqu’à 630 mm, longueur 3 000 mm et poids total jusqu'à 3 tonnes

Reconstruction, soudage de fissures, traitement thermique et revêtement d’usure
- Inspection, entretien et maintenance de tous les stabilisateurs utilisés dans l’industrie du forage
- Spécialiste des stabilisateurs non magnétiques
- Réparation de carrosserie et soudage de fissures, traitement thermique et protection contre l’usure avec des carbures de wolfram
- Les revêtements comprennent des tiges de carbure de tungstène et des tuiles de carbure de tungstène
- Applicateur de revêtements spéciaux non magnétiques, notamment revêtement au laser
- Applicateur Quick-Tip homologué et certifié
- Reconstruction et adaptations
- Gros broyeurs offshores pour la manutention de corps jusqu'à 10 tonnes et 6 m de longueur, diamètre extérieur jusqu'à 48 pouces
- Réparation de tous les stabilisateurs de forage non magnétiques et en acier
Composants massifs avec une finition de surface irréprochable
- Rectification de précision avec des rectifieuses à meules diamantées à commande numérique CNC
- Spray thermique HVOF avec revêtements en carbure de wolfram
- Polissage de surface
- Diamètre jusqu’à 630 mm, longueur 3 000 mm et poids total jusqu'à 3 tonnes
Découvrez d'autres industries

