Reduce your maintenance costs
Capabilities
- Compact High High Velocity Oxy Fuel (cHVOF) (Internal)
- High Velocity Oxy Fuel (HVOF) (External)
- Air Plasma Spray (APS)
- Low Pressure Plasma Spray (LPPS)
- Thermally cured chemical Slurry Coatings (MoniPlex/SealPlex)
- Heat Treatment
- CNC turning, milling and grinding service
- Arc Spray – including on-site operations
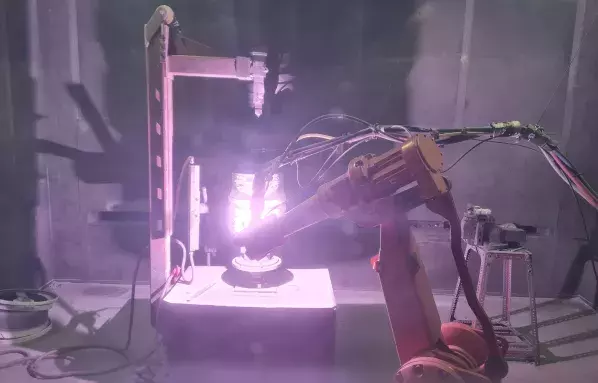
Air Plasma Spray coating
Process Descriptor - Air Plasma Spray coating is a plasma process where particles are melted and accelerated towards the substrate at extremely high temperature to produce a dense and uniform coating. The high temperature associated with the plasma allows for the melting of high temperature materials. The versatility of the plasma process allows for specialty materials to be applied as coatings including polymers where coating materials can imbue specialist properties including chemical resistance, lubrication and electrical insulation as well as resistance to abrasion, corrosion and thermal induced failures.
Materials - Abradables – AlSi-PE, AlSi-hBN, AlSi-Graphite, Ni-Graphite, NiCrFe-hBN, MCrAlY-hBN-PE, MCrAl-Bentonite, YSZ-PE, DySZ-PE, Al2O3, Al2O3/TiO2, Cr2O3, Cr2O3/TiO2, MCrAlY, NiCr, NiAl, WC/Co, TBC – ZrO2 XY2O3, Pure Molybdenum & Molybdenum alloys, Pure Si, Pure Ta, Pure Ti, TiC, TiO2, Y2O3, Self-Fluxing Ni alloys, Self-Fluxing Co alloys, other materials available upon request

Electric arc spray method where the wire is atomized with compressed air
Process Descriptor – Arc Spray is an electric arc spray method where the wire is atomized with compressed air to create the spray stream to achieve high deposition rates and flexibility for workshop and site coating application. Arc Spray is used to apply a wide range of solid or composite metallic feedstocks. Flexibility of the process allows for large work areas to be coated including carrier deck in the marine environment and waste to energy boiler systems.
Materials (Broad Classification) – AlMg Alloys, AlTi Alloys, CuAl Alloys, CuP Alloys, CuZn Alloys, FeCr Alloys, FeNiCr Alloys, Molybdenum, NiAl, NiCr Alloys, NiMoCr Alloys, SnCu Alloys, Zn, ZnAl, other materials available upon request
Process Capacity
- Castolin Eutectic has two Air Plasma bays which can accommodate a wide variety of component sizes and geometries:
- Bay 2: 7000mm length x 800mm OD x 3000Kg
- Castolin Eutectic Site Capability: Unlimited
- Customer Site Services: Coating Removal, Blast, Spray & Sealant Cure across unlimited work areas (Carrier Deck and Waste to Energy boilers)
Special Considerations – The Castolin Eutectic workshop in Newcastle manufactures and applies specialised SealPlex™ and MoniPlex™ slurries, and other commercially available sealants as a method of coating densification to remove porosity and improve the corrosion resistance of as sprayed Arc Spray coating.
Low velocity thermal spray coating
Process Descriptor – Flame spray is a low velocity thermal spray coating process where oxygen is used along with a fuel source (typically acetylene) to create a flame which applies metallic, ceramic or cermet materials with high deposition rates. The flame spray process is compatible with carbon and stainless steels, and nickel alloy base materials. Depending on flame spraying technique, the coatings produced can be fully dense or require post application fusion of the coating deposit, when the coating materials used are self-fluxing in nature.
Materials (Broad Classification) – Eutalloy, RotoTec, ProXon, MetaCeram, CastoPlast, CeraTuff. Other materials available upon request
Process Capacity
- Castolin Eutectic has a range of thermal spray bays which can be fitted to perform flame spraying and can accommodate a wide variety of component sizes and geometries:
- Bay 1: ___mm length x ___mm OD x ___Kg (weight limit)
- Bay 1a: ___mm length x ___mm OD x ___Kg (weight limit)
- Bay 2: 7000mm length x 800mm OD x 3000Kg
- Bay 2a: ___mm length x ___mm OD x ___Kg (weight limit)
Special Considerations – Due to preheat requirements for flame spraying methods, this process isn’t compatible with all base materials and the nature of the coating application method needs to be considered. The heat input associated with flame spray method and fusion operations will result in a change in mechanical properties of the base material.

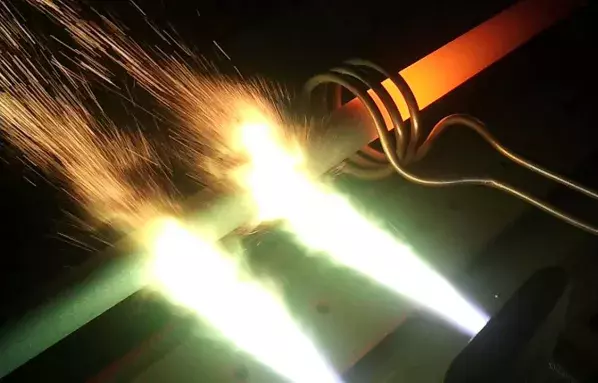
High Velocity Oxygen Fuel (HVOF) coating
Process Descriptor – High Velocity Oxygen Fuel (HVOF) coating is a high velocity thermal spray process utilising oxygen and kerosene as a fuel source to apply metallic, ceramic or cermet thermal spray materials onto a wide range of complex components across most industry sectors. The high velocity process creates repeatable highly dense coatings with excellent coating adherence. HVOF application of coating materials protect against a range of common industrial failure modes including abrasion, corrosion, fatigue, oxidation and high temperature to extend component lifetime.
Materials (Broad Classification) – FeCrNiMo, FeCr, NiCr, NiAl, Self-Fluxing Ni alloys, MCrAlY, CoCrWBSi, CoCrNiW, CoCrWSiC, CoMoCrSi, Self-Fluxing Co alloys, Cu Alloys, Pure Molybdenum & Molybdenum alloys, Cr2C3/NiCr, WC/Co, other materials available upon request
Process Capacity
- Castolin Eutectic has four HVOF bays which can accommodate a wide variety of component sizes and geometries:
- Bay 1: XXXmm length x XXXmm OD x XXXKg (weight limit)
- Bay 1a: XXXmm length x XXXmm OD x XXXKg (weight limit)
- Bay 2: 7000mm length x 800mm OD x 3000Kg
- Bay 2a: XXXmm length x XXXmm OD x XXXKg (weight limit)
Special Considerations – The Castolin Eutectic workshop in Newcastle manufactures and apply specialist SealPlex™ and MoniPlex™ slurries, and other commercially available sealants as a method of coating densification to remove porosity and improve the corrosion resistance of as sprayed HVOF coating. HVOF is a replacement technology for hard chrome plating offering improved wear and corrosion resistance, coating uniformity and adhesion. The Castolin Eutectic workshop in Newcastle has the ability to strip old coatings to offer the potential for repair and overhaul of components.

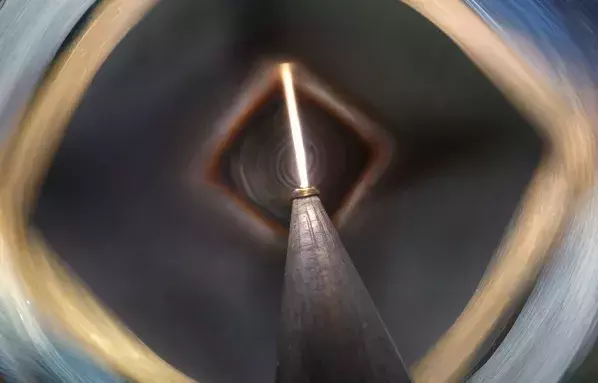
The Compact High Velocity Oxygen Fuel (cHVOF) coating
Process Descriptor – The Compact High Velocity Oxygen Fuel (cHVOF) process is a patented Castolin Eutectic technology that optimises combustion, powder injection and fuel mixing within a compact torch design to allow for thermal spray application of coatings within confined components areas. cHVOF is a fully digitised process with different fuel sources allowing for the hybrid torch to acts as a HVOF or HVAF type process for maximum process flexibility offering improved coating hardness and retention of hard phases with tungsten carbide coating materials. Processing limits for internal diameters are coating material dependent but the smallest internal diameter for WC/Co is >90mm with up to 1m of insertion.
Materials (Broad Classification) – FeCrNiMo, FeCr, NiCr, NiAl, Self-Fluxing Ni alloys, MCrAlY, CoCrWBSi, CoCrNiW, CoCrWSiC, CoMoCrSi, Self-Fluxing Co alloys, Cu Alloys, Pure Molybdenum & Molybdenum alloys, Cr2C3/NiCr, WC/Co, other materials available upon request
Process Capacity
- The Castolin Eutectic workshop in Newcastle has four HVOF bays which can accommodate a wide variety of component sizes and geometries:
- Bay 1: XXXmm length x XXXmm OD x XXXKg (weight limit)
- Bay 1a: XXXmm length x XXXmm OD x XXXKg (weight limit)
- Bay 2: 7000mm length x 800mm OD x 3000Kg
- Bay 2a: XXXmm length x XXXmm OD x XXXKg (weight limit)
Special Considerations – The Castolin Eutectic workshop in Newcastle manufactures and applies specialist SealPlex™ and MoniPlex™ slurries, and other commercially available sealants as a method of coating densification to remove porosity and improve the corrosion resistance of as sprayed HVOF coating. HVOF is a replacement technology for hard chrome plating offering improved wear and corrosion resistance, coating uniformity and adhesion. The Castolin Eutectic workshop in Newcastle has the ability to strip old coatings to offer the potential for repair and overhaul of components.





